



合肥远智解答:机油冷却器盖检漏设备
发布日期:2022-02-24 浏览次数:8299
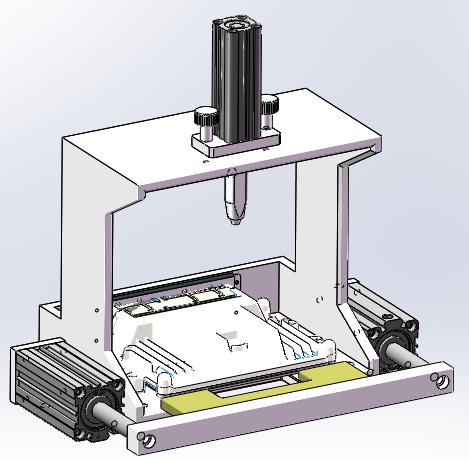
本机是单台单工位试漏机, 检测对象为机油冷却器盖。设备上部采用气缸联接部件下压封堵部件,下部采用定位底板,定位底板设置充气孔设计为RC 1/8螺纹孔。上部密封压杆与工件接触部位件采用柔性压紧,接触面采用尼龙,以免压花工件表面。密封位置采用开模仿型密封件,已经保证密封的可靠性,并保证密封位置不出现微泄漏。工件内部设置尼龙填充块,减小内容积,减少检测节拍,提高检测检测精度。设备采用双按钮启动,安全光栅和上部铝型材及下部柜体安装门锁以保证工作状态时对操作人员的安全保证,避免操作不当对操作人员的伤害。设备操作面板安装有急停按钮能及时快速切断设备电源。产品检测不合格有声光报警提醒操作人员,合格则面板绿灯亮。绿灯和红灯则为检测结果显示,作用等同于面板上的绿灯和声光报警器作用。
设备主要由主机体、自动密封夹紧封堵装置、气动系统、电控系统、气密检测系统和防护等辅助装置组成。

通断检测说明描述
概述:
该测试台主要是测试管件的通断,测试产品有无堵塞情况。
该测试台按照要求设置了自动上料工位,上料到检测位时进行产品的通断测试。设备可设定一定的压力,在一定的压力下进行流量测试,超差自动提示,具有多种调整功能。
该设备配置送管机构,管检测机构,调节机构,机架等部分组成;设备为半自动设备,需要人工手动上料,设备自行完成管的搬运及测试;设备运行节拍(即测一根管是否通畅的时间预估为7-12s),可满足50-2000mm的圆管的搬运及管路通畅测试
通断型设备基本要求
设备简图
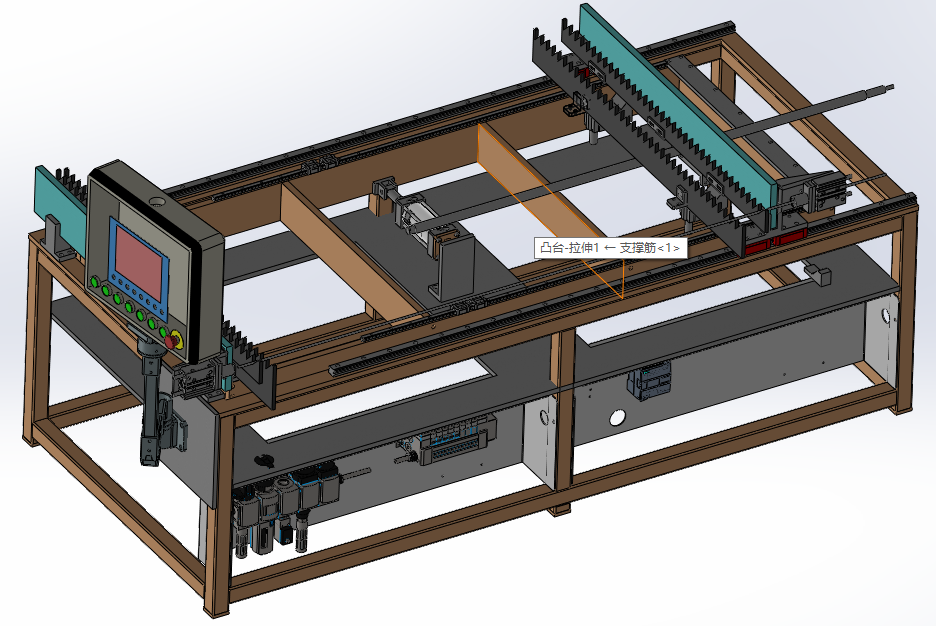
功能说明:
1.调节机构的丝杠顶端开有螺钉的六角形,可使用风枪快速调节宽度;
2.通过直线导轨实现调节运送齿条和调节机构同步移动;
3.通气气缸固定在调节板上,同步移动。
1.主气缸带动送管机构前后运动,运送齿条,固定齿条及高低块共同作用,完成管的搬运;
2.固定齿条和运送齿条均采用尼龙材质,避免损伤工件;

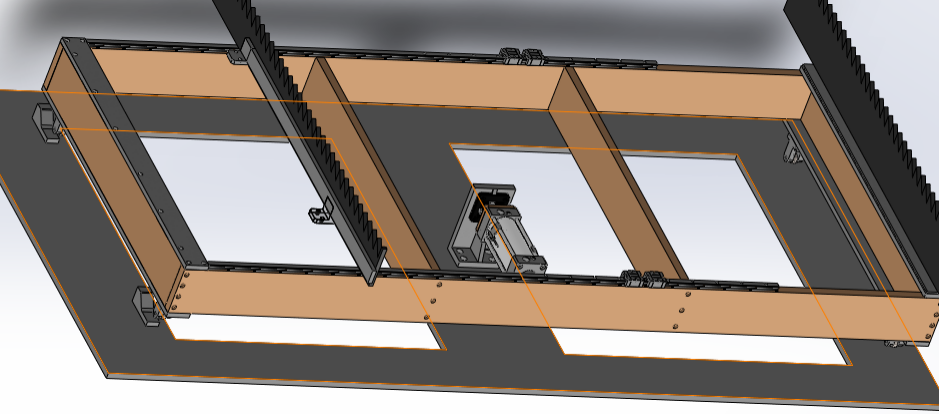
1.设备采用悬臂机构,方便员工操作;
2.工件运送到检测位,左右管检测气缸推出,定位块定位并夹紧工件,通气后检测流量;
3.定位块采用尼龙/铝材质,通过追导向和通气孔实现夹紧和通气进行,节约测试时间。
设备整体说明
1:设备主体尺寸: 2200*1000*900mm(不含悬臂)
2:设备适用管材长度50-2000mm(超长产品可拆下封堵头进行外部安装)
3:设备测试压力范围100-800KPA之间
4:流量显示精度1L/MIN
5:设备功率500W

试漏机各系统技术条件和功能描述
3.1 设备功能
本设备为机油冷却器盖密封性气体泄漏检测设备。通过对工件充入预定压力的空气,然后进行保压,采用差压式空气泄漏检测仪完成整个检测过程,通过被测工件内容腔的压力变化值来判断工件是否泄漏。并给出声光报警信号。
3.2 设备概述
试漏机为干式定量气密性检测设备。
被测工件经由人工送入试漏机测试工位。操作者双手按启动按钮,主压封下行,完成定位夹紧动作,利用弹簧机构保证每次夹紧并且不压伤工件。再手动上堵头侧压封堵。压封到位后,自动充气检测,在检测过程中,测漏仪根据设定值自动判定合格不合格,并有指示灯显示。人工取出工件,进行下一个检测;
3.3设备结构形式及特点
3.3.1 机械结构
设备结构:在测漏机内部工件的夹紧、 测漏均自动完成。
3.3.2 封堵结构
封堵动力采用气动手动封堵,封堵可靠,快捷。
3.3.3测漏仪:泄漏检测仪,其特点如下:
触摸屏画面显示;
通过触摸键及数字键的操作设定参数;
泄漏校正功能,测出流量系统,将泄漏引起的差压用ml/min,Pa等流量单位显示;
信号监控,在画面上监控仪器与外部控制器的信号连接状态;
高亮度的报警功能,当测试品泄漏时检测仪器具有声光报警功能;
IP69K防水实验要求(气密性检漏要求):
汽车企业IP69K防水试验要求汽车企业标准对IP69K防水试验的要求:一般来说大汽车公司的企业标准要严格于国际标准,不过具体到防水试验上,基本上在本国汽车待业或者ISO标准的基础上改进。德国大众汽车公司对汽车电器电子产品的通用试验要求中对防水试验的要求就是引用自德DIN40050-9标准中的IPX9K的基本要求,不过对测试水温调整为10℃,喷水位置改为40度角,测试样品预处理达到一定的高温值来测。美国通用汽车公司则引用ISO 20653标准的IP防水等级。法国标志公司对环境试验要求中引用了DIN40050-9中的IPX4K的要求,不过把摆管旋转角度改为360度,测试时间在400kPa水压下也相应加长到1个小时,100kPa水压下修改为通电1小时断电2小时共进行8个循环试验。日系汽车标准基本采用JIS D 0203的测试方法.
ECU检漏方案
检测要求:
a、检测压力:400kPa(综上所述所定)
b、漏率:1mL/min(初定)
夹具密封过程描述:
1).工件放入,侧封气缸封堵工件接插件口,
上充气口封堵工件,启动检漏仪。
2).侧面挤压形成径向密封作用,检漏仪自
动完成充气、平衡、检测,数据显示
记录过程,
3).去下工件,重复上述过程检下一个工件。
气密性检测的实现
班前系统自检
1).接通气源电源
2).将无泄漏标准标准工件件插入夹具
3).按启动按钮开始检测
4).检测结果不应超过±0.1mL/min
5).红色按钮是停止键,检测过程需中断时按下任一个即可
6) .班前系统自检应做好记录,建议班后也进行自检,这样设备在这一个班
内的检测是完美的。


