



差压型气密性检漏仪在精密加工设备上的应用
发布日期:2019-12-30 浏览次数:6459
差压型气密性检漏仪在精密加工设备上的应用
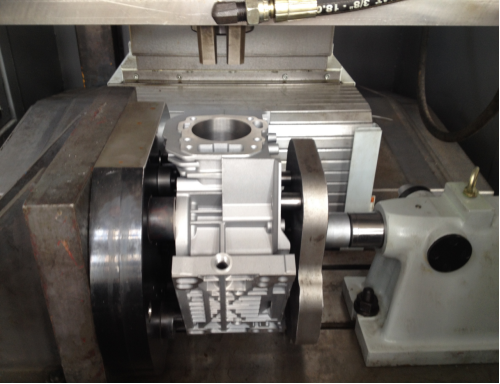
目前我司碰到了差压型气密性检漏仪在精密加工中心上的应用,我所做的项目是日本三菱集团旗下的小型发动机壳体在加工前的检测项目。如图片所示:

检测目的:
为了检验工件装夹的平整度,以便加工其他孔时,减小加工位置的误差,与基准面的平行度或垂直度,以减少工件的报废率。
检测夹具的要求:
此类检测,要求:基准面与加工工件接触面的光洁度是非常高的,加工件的接触面光洁度是3.2S-RZ,就是所谓我们平常所说的加工光洁度0.8的3倍左右,而工装夹具上的基准面的顶块光洁度是0.8以上,行业的光洁度表示是0.8PA。
检测压力及泄漏率:
达到0.8PA光洁度的面与面的封堵,泄露率大约在260~670Pa/3s(即87~223Pa/s)的泄漏率,中间如果加一丝厚度的铜片,泄露率大约在1400pa/3s(467Pa/s),如果是两丝,那么就显示大漏了。也就是说,用检漏仪去检测平整度光洁度,我们可以检测到在两丝以内的漏。检测压力基本是不会超过45KPa的,到50KPa以上就密封不住了。压力在25KPa的时候,检测是比较稳定的,我司在三菱用45KPa检测压力是一个比较稳定极限值。
在行业里面的应用:
主要是应用在加工中心上,加工中心应用的主要针对产品为铸件加工,只是为了保证孔位的准确性,减少产品的报废率。车床上应用是大致不可能的,因为车床的卡盘是高速运转的,每分钟几千转,气管无法连接,会打结。现在很多产品为了保证产品配合的精度,才会采取这种检测手段。没有固定的产品,我所接触的是发动机的缸体缸盖,还有齿轮盘。这些产品的统一特点,是必须有一个加工面是平整,光洁度达到0.8PA以上,且与卡盘的接触点是比较多的,至少三点。


